Abstract: Based on the traditional melt deposition method, dense and porous zirconia ceramics were prepared by 3D printing with particle mixture and screw extrusion mechanism. The printing properties of particle raw materials, microstructure characteristics of green body and mechanical properties of ceramic materials were systematically studied. The results show that this method can print the unsupported structure with an inclination of 165 ° and a span of 5.5 mm; The effects of two printing paths on the flexural strength and Weibull modulus of dense zirconia ceramics were studied. The results show that the “single line rectangular” composite filling mode can obtain ceramics with higher density and better mechanical properties than the traditional single line filling mode. The flexural strength is 637.8 MPa and the Weibull modulus is 9.1; The compressive mechanical behavior of porous zirconia ceramics with different porosity is studied. The results show that there is a composite index law between compressive strength and porosity. The stress-strain curve of out of plane compression only shows an elastic stage at low porosity, and there are elastic stage and collapse stage at high porosity, but there is no compaction stage.
Keywords: melt deposition; 3D printing; Zirconia ceramics; Porous ceramics
3D printing (additive manufacturing) is an emerging manufacturing technology based on digital model to stack materials layer by layer to produce solid objects. It has the characteristics of personalization, rapidity and economy. It is one of the frontier hotspots in the research of advanced material preparation and molding technology, and has broad application prospects in the field of structural ceramic materials.
Structural ceramic materials generally have high melting point. Direct laser selective sintering (SLS), laser selective cladding (SLM) or laser engineering net size forming (lens) with laser beam as energy source have some problems, such as difficult to obtain high-density ceramic materials, high stress in green body and difficult to control crack or grain size [1-3]. Although stereo light curing (SLA) and digital light processing (DLP) technologies have high printing accuracy and high product surface quality, the scattering caused by the refractive index difference between ceramic particles and photosensitive resin will affect the interlayer bonding and printing accuracy, and the powder in the printing slurry is easy to agglomerate or settle, which also affects the stability of the printing slurry [4-5]. Although direct writing molding (DIW) method can obtain high-density ceramic materials, it also has problems such as low printing accuracy and poor slurry stability [6-7].
The consumable mixture used in melt deposition molding (FDM) is solid, and there is no problem of ceramic particle suspension stability. The method is suitable for a wide range of powders, is easy to obtain dense ceramic materials, and is suitable for preparing large-size parts. Researchers have tried to apply this technology to the preparation of structural ceramic materials such as ZrO2, Al2O3 and Si3N4, and made some progress in the preparation of consumable mixtures and porous ceramics [8-11]. Traditional FDM printing generally uses flexible wire as consumables, while ceramic powder
The mixture of organic matter and organic matter is brittle, so it is impossible to prepare flexible wire rod, or the printing process is interrupted due to the fracture of wire rod due to insufficient flexibility. In recent years, Texas University [12], Fraunhofer Research Institute [13] and Shenzhen University [14] have studied the preparation of special ceramics with granular mixture FDM, which has proved its feasibility, but there is no subsequent public report. In the previous research on ceramic 3D printing, researchers pay more attention to the preparation of complex shape parts and novel porous structures, but less evaluation on the printability of granular raw materials, and lack of systematic evaluation on the mechanical properties of sintered materials prepared by printing, especially the reliability and the compressive mechanical behavior of porous ceramics.
In this study, granular mixture and screw extrusion mechanism were used to study the rheological behavior and printing performance of granular mixture, the effect of printing path on the mechanical properties and reliability of dense zirconia ceramics, and the compressive mechanical behavior of porous zirconia ceramics.
1 experimental method
1.1 raw materials
The zirconia powder used in the study is commercially available (Hebei Hengbo fine ceramic materials Co., Ltd.), D50 = 0.27 μ m, SBET= 8.7 m2/g。 Organic binders include polyethylene (PE, Taiwan polymerized Chemicals Co., Ltd.), ethylene vinyl acetate copolymer (EVA, Beijing organic chemical plant), paraffin (PW, Jingmen Petrochemical); The surfactant is stearic acid (SA). The volume fraction of zirconia powder in the raw material is 65%, and the volume ratio of each component in the binder system is VPE: veva: VPW: VSA = 15:15:65:5. The ceramic powder and organic binder were mixed on a double roll mixer for 30 min at a mixing temperature of 150 ℃, and then cooled and crushed to less than 3 mm to obtain the mixture for 3D printing.
1.2 experimental process
A screw extrusion FDM printer (up-r200, Shenzhen sublimation 3D Technology Co., Ltd.) was used to print and prepare unsupported structures with inclination angles of 90 °, 105 °, 120 °, 135 °, 150 ° and 165 ° and suspended structures with spans of 3.5, 4.5, 5.5 and 6.5 mm. Strip specimens (60 mm) were prepared using single line and “single line Rectangle” filling paths × 7 mm × 6 mm)。 During single line filling, the printing path directions of two adjacent layers are perpendicular to each other; Fill in single line rectangle
When, rectangular filling and single line filling alternate, and the single line layer printing path and rectangular layer printing path are at an included angle of 45 °, as shown in Figure 1 (a, b). Porous ceramic cubes (26mm) with grid structure with porosity of 15%, 25%, 35% and 45% were prepared × 26 mm × 26 mm), as shown in Figure 1 (c). Other key printing parameters are: extrusion nozzle diameter 0.6mm, printing layer thickness 0.2mm, extrusion temperature 170 ℃, hot bed temperature 80 ℃, printing rate 25 mm / s.
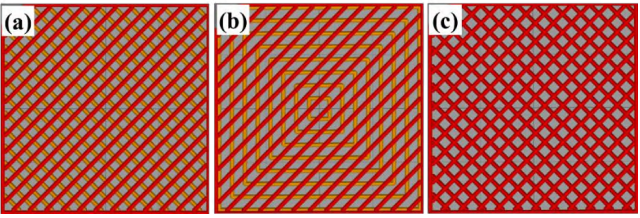
Fig. 1 Schematic diagram of printing path of sample preparation
The printing blank was degreased with solvent in kerosene at 40 ℃ for 20 h, and then dried in a hot air oven at 40 ℃ for 15 H. The dried green body is placed in a thermal degreasing furnace and heated to 600 ℃ at a heating rate of 6 ℃ / h for 3 h. The green body after thermal degreasing is placed in the sintering furnace and heated to 1560 ℃ at a heating rate of 3 ℃ / min for 2.5 h.
1.3 testing and characterization
The rheological properties of printing mixture were tested by capillary rheometer (Rosand rh2000, Malvern, UK). The bulk density of the material is tested by the drainage method. The three-point bending strength of the long sample and the compressive strength of the porous ceramics were tested with a universal testing machine (waw-200, Shanghai bairuo Testing Instrument Co., Ltd.), and the stress-strain curve of the porous ceramics was obtained with a loading rate of 0.2 mm / min. Test the bending strength of 30 test strips and calculate the Weibull modulus. The microstructure of ceramic materials was observed by field emission scanning electron microscope (s-4800, Hitachi, Japan).
2 results and discussion
2.1 printing performance of raw materials and microstructure of green body
In this study, the organic binder system including PE, EVA, PW and SA was optimized. PE is a high molecular weight polymer, which plays the role of skeleton in the mixture and ensures the shape performance; EVA has low melting point, low viscosity and good elasticity; PW plays the role of lubrication and filling to ensure the good fluidity of the mixture; SA is a surfactant used to improve the compatibility between ceramic particle surface and organic binder. The shear viscosity shear rate curve of the mixture at 170 ℃ is shown in Fig. 2 (a). The mixture conforms to the rheological law of shear thinning of power-law fluid. When the molten mixture passes through the printing nozzle, the shear rate increases, the melt viscosity decreases, and the fluidity tends to be better, which is conducive to printing. For pseudoplastic fluid, the relationship between shear viscosity and other parameters is shown in formula (1):
? = ??? −1 (1)
Of which: η Is the shear viscosity, γ Is the shear rate, K is the coefficient, n is the strain sensitivity factor, n < 1. The n value represents the sensitivity of the fluid to shear rate fluctuations. The fitting value of the printing material optimized in this study is n = 0.27. A small value of N means that the shear thinning effect of the mixture is obvious, and it is easy to obtain low viscosity melt at the extrusion nozzle, which is conducive to the smooth progress of the printing process. Fig. 2 (b) shows the schematic diagram of the screw extrusion printing mechanism and the state of melting and extrusion of granular mixture from the printing nozzle. The extruded melt wire has uniform diameter and smooth surface.
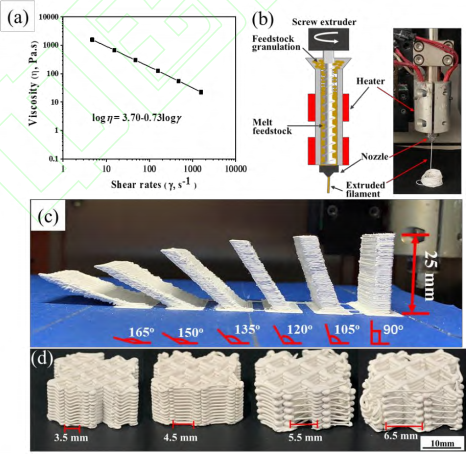
Fig. 2 rheological properties and printing performance of mixture
In order to verify the printing performance of the mixture, unsupported structures with different tilt angles were prepared, as shown in Fig. 2 (c). When the inclination angle is less than 150 °, the structure is stable without deformation, showing excellent dimensional properties; When the inclination angle reaches 165 °, deformation occurs under the action of gravity. Figure 2 (d) shows the printed structure under different suspended spans, indicating that when the suspended span is less than 5.5 mm, there is no deformation or fracture of the suspended structure; When the suspended span is 6.5 mm, part of the structure is connected
The structure is broken. The above results show that the mixture and method are suitable for 3D printing to prepare complex shaped ceramic parts with inclined surfaces, holes or protrusions.
As shown in Fig. 3, the printed blank and its microstructure are shown. As shown in Fig. 3 (a), the printed blank surface and its local enlarged view are shown. It can be seen from the figure that the surface presents the fluctuation and step characteristics of melt deposition printing. Fig. 3 (b) shows the fracture microstructure of the adjacent surface, with surface fluctuation and step height of about 0.7 mm. It can be seen from the enlarged section figure 3 (c) that the high molecular weight organic binder PE presents curly filaments to form a network to ensure the strength and shape of the green body in the printing and subsequent processes.
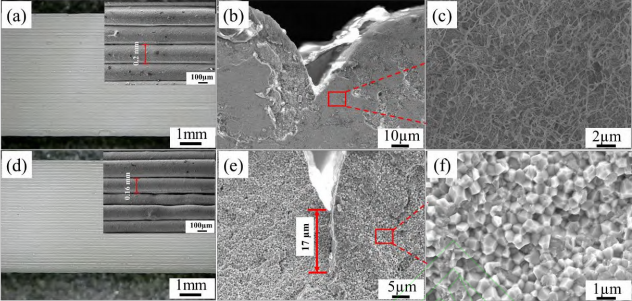
Fig. 3 SEM photos of printed blanks and sintered ceramics
Fig. 3 (d) is an enlarged image of the surface and part of the sintered body. After sintering, the layer thickness shrinks from 0.2 mm to about 0.15 ~ 0.16 mm, which is basically consistent with the macro linear shrinkage of 24.8% in the printing lamination direction measured in the experiment. Fig. 3 (E) shows the microstructure of the section near the surface of the sintered body. The thickness of the transition zone from the surface to the interior is about 17 μ m。 Local enlarged Figure 3 (f) shows that after sintering, the zirconia ceramic structure is dense, the grain size is uniform, and the average grain size is about 0.8 μ m。
2.2 dense zirconia ceramics and their flexural strength
The test strips for mechanical properties were prepared by using single line and “single line Rectangle” filling modes. The two filling mode paths are shown in Figure 4 (a, b). The bulk density of the printed green body and sintered ceramics is shown in Fig. 4 (c). The green density printed by the two filling methods is about 3.3 g / cm3, reaching 54% of the theoretical density; The density of sintered ceramics reached 6.0g/cm3, 98.5% of the theoretical density; The density of the single line rectangular fill mode is slightly higher than that of the single line fill mode. Test of green and sintering
The strip is shown in Fig. 4 (d). After sintering, the overall dimension of the green body remains good without obvious deformation. The measured shrinkage along the length and width direction is 23.6%, and the linear shrinkage in the height (printing lamination direction) direction is 24.8%. Zirconia ceramic three-dimensional Chinese characters, dental parts, turbine rotor and impeller were printed and prepared with 100% filling rate, which confirmed the feasibility of this method in preparing complex shape ceramic parts.
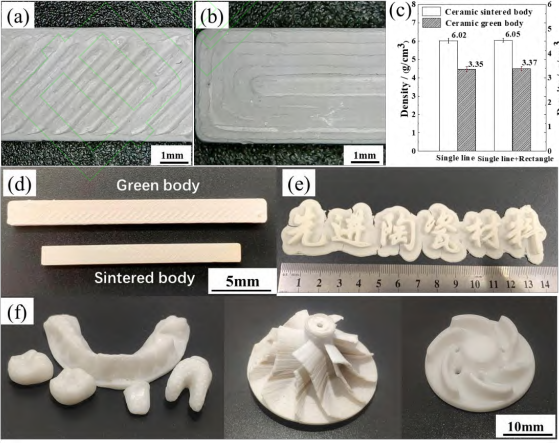
Figure 4 3D printing dense zirconia ceramics
Figure 5 (a) shows the bending strength of printed green body and sintered zirconia ceramics under two filling modes. When the “single line rectangular” filling mode is adopted, the bending strength of printed green body and sintered ceramics are 15.5 and 637.8 MPa respectively, which are higher than that of single line filling mode. Figure 5 (b) shows the Weibull modulus of flexural strength under two filling modes. When filling with “single line Rectangle”, the Weibull modulus is 9.1, which is higher than 8.3 when filling with single line. The improvement of flexural strength and reliability is due to the “single line rectangular” filling
The filling methods of adjacent two layers are different, the path of rectangular filling layer is in two directions, and the adjacent single line layer has an included angle of 45 ° with the rectangular path. A variety of filling paths are conducive to reducing pores or crack size and improving bending strength; At the same time, the anisotropy caused by the orientation of microstructure can be eliminated, the billet structure can be more uniform, and it is conducive to obtain materials with high reliability.
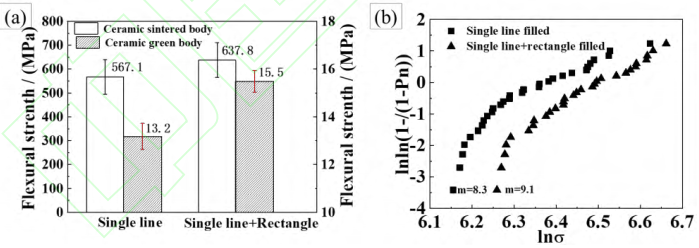
Fig. 5 (a) bending strength of printed green body and sintered ceramics; (b) Weibull modulus of flexural strength
2.3 porous zirconia ceramics and their compressive mechanical behavior
Fig. 6 (a) shows the physical photos of porous ceramics with four porosity of 15%, 25%, 35% and 45%. It can be seen that the blank dimension of the four filling rates is good, and there is no deformation or cracking after sintering. Fig. 6 (b) is a partial enlarged photo of pore structure corresponding to four filling rates. The pore shape is regular and no obvious deformation is found. Fig. 6 (c) is the SEM photo of the surface at the top corner of the square hole. The box in the figure is the cross area of the printing path. It can be seen that the cross area is dense and uniform after sintering, and there is no obvious boundary with the adjacent area. Fig. 6 (d) shows the microstructure of the pore wall section. It can be seen that the pore wall structure of porous ceramics is dense and the grain size is uniform. Fig. 7 (a) shows the change of compressive strength of porous zirconia ceramics with porosity. When the porosity is 15%, the compressive strength is about 80 MPa; When the maximum porosity is 45%, the compressive strength decreases to about 10 MPa. Ryshekewitch [15] proposed the relationship between compressive strength and porosity of non random porous ceramics, as shown in formula (2).
? = ? 0 exp(−??) (2)
Where: σ Is the compressive stress of porous ceramics, σ 0 is the compressive stress of the non porous structure, P is the porosity, and B is the constant. The data fitting results are shown in equation (3).
? = 221.6 exp(−6.6?) (?2 = 0.9584) (3)
Where R2 is goodness of fit. The fitting results show that the compressive strength and porosity of zirconia ceramics prepared by 3D printing method also accord with this law.
Fig. 7 (b) shows the stress-strain curves of four porous ceramics with porosity. In the process of heterogeneous compression of honeycomb materials, the stress and strain generally appear in elastic deformation stage, collapse platform stage and compaction stage. However, in this study, when the porosity is 15% and 25%, there is no collapse platform stage and compaction stage, and the sudden failure occurs after the elastic deformation stage; When the porosity is 35% and 45%, there is an obvious collapse platform stage, which is directly damaged without compaction process.
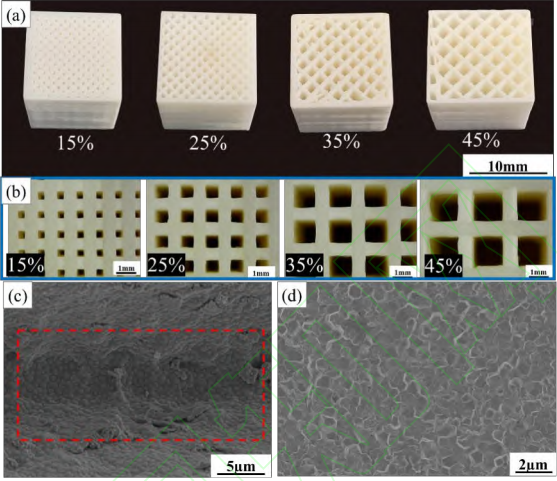
Figure 6 3D printing porous zirconia ceramics
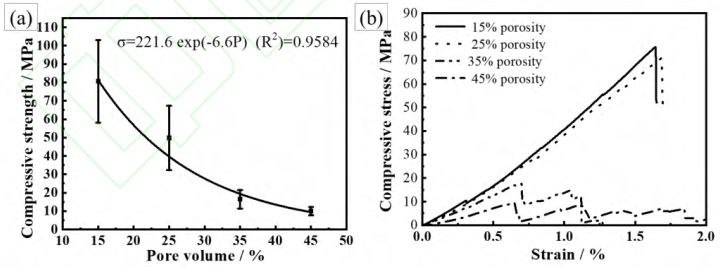
Fig. 7 mechanical properties of porous ceramics
3 conclusion
1) The granular mixture with PE EVA PW SA binder system has good fluidity and shape maintenance performance. It can print and prepare unsupported structures with an inclination of 165 ° and a span of 5.5 mm.
2) The “single line rectangular” composite filling mode is more conducive to the preparation of zirconia ceramics with high strength and high reliability than the traditional single line filling mode. The flexural strength reaches 637.8 MPa and the Weibull modulus reaches 9.1.
3) The study on the compressive mechanical behavior of porous ceramics shows that the compressive strength and porosity of zirconia porous ceramics prepared by FDM method conform to the exponential law. The stress-strain curve shows only the elastic stage at low porosity, and the elastic stage and collapse stage at high porosity, and there is no compaction stage.
reference
[1] CHEN Z W, LI Z Y, LI J J, et al. 3D printing of ceramics: A review. Journal of the European Ceramic Society, 2019, 39(4):661-687.
[2] ZHENG Y, ZHANG K, LIU T T, et al. Cracks of alumina ceramics by selective laser melting. Ceramics International, 2019,45(1): 175-184.
[3] NIU F Y, WU D J, LU F, et al. Microstructure and macro properties of Al2O3 ceramics prepared by laser engineered net shaping.Ceramics International, 2018, 44 (12): 14303-14310.
[4] HALLORAN J W. Ceramic stereolithography: additive manufacturing for ceramics by photopolymerization. Annual Review ofMaterials Research, 2016, 46: 19-40
[5] LI X B, ZHONG H, ZHANG J X, et al. Powder characteristics on the rheological performance of resin-based zirconia suspension for stereolithography, Journal of Inorganic Materials, 2020, 35(2):231-235.
[6] FEILDEN E, BLANCA E G T, GIULIANI F, et al. Robocasting of structural ceramic parts with hydrogel inks. Journal of the European Ceramic Society, 2016, 36 (10): 2525-2533.
[7] BENARFA B A E, NETO A S, MIRANDA I M, et al. Robocasting: prediction of ink printability in solgel bioactive glass. Journal of the American Ceramic Society, 2019, 102 (4):1608-1618.
[8] HE Q L, JIE J, YANG X F, et al. Additive manufacturing of dense zirconia ceramics by fused deposition modeling via screw extrusion. Journal of the European Ceramic Society, 2021, 41(1):1033-1040.
[9] CANO S, GONZALEZ-GUTIERREZ J, SAPKOTA J, et al. Additive manufacturing of zirconia parts by fused filament fabrication and solvent debinding: selection of binder formulation. Additive Manufacturing, 2019, 26(3): 117-128.
[10] GORJAN L, TONELLO R, SEBASTIAN T, et al. Fused deposition modeling of mullite structures from a preceramic polymer and gamma-alumina. Journal of the European Ceramic Society, 2019, 39(7): 2463-2471.
[11] ARNESANO A, PADMANABHAN S K, NOTARANGELO A, et al. Fused deposition modeling shaping of glass infiltrated alumina for dental restoration. Ceramics International, 2020, 46 (2): 2206-2212.
[12] KIM N P, CHO D, ZIELEWSKI M, Optimization of 3D printing parameters of screw type extrusion (STE) for ceramics using the taguchi method. Ceramics International, 2019, 45(2): 2351-2360.
[13] SCHEITHAUER U, SCHWARZER E, RICHTER H J, et al. Thermoplastic 3D printing-an additive manufacturing method for producing dense ceramics, International Journal of Applied Ceramic Technology, 2015, 12(1): 26-31.
[14] LI J B, XIE Z G, ZHANG X H, et al. Study of metal powder extrusion and accumulating rapid prototyping, Key Engineering Materials, 2010, 443: 81-86.
[15] RYSHKEWITCH E. Compression strength of porous sintered alumina and zirconia, Journal of the American Ceramic Society, 1953, 36(2): 65-68.